

-


-
-


WeChat

-
WhatsApp


Продукция












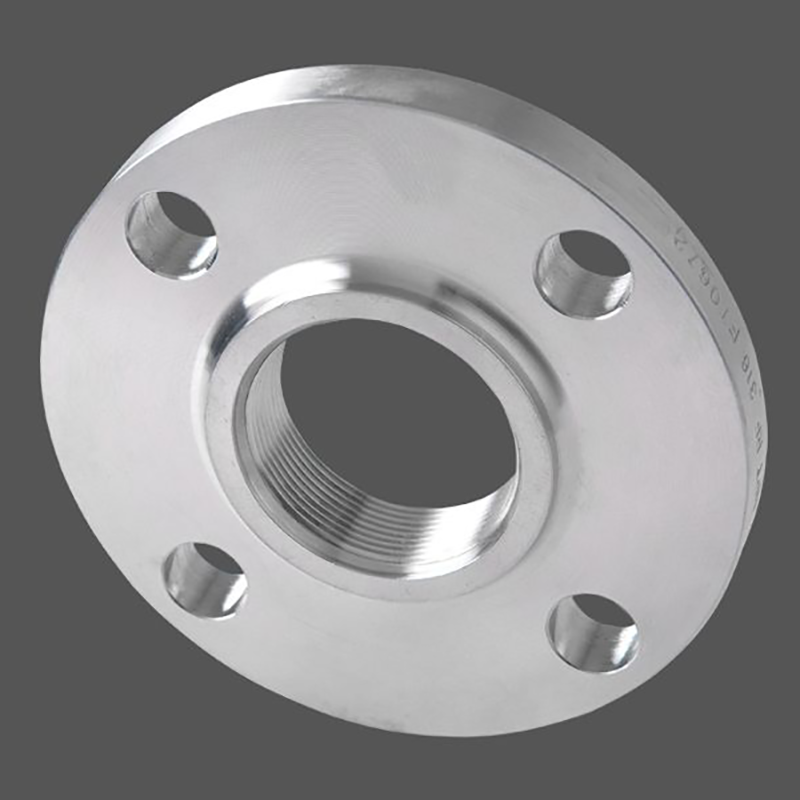
Фланец HIC SSCC
HIC (водородное растрескивание) и SSCC (сульфидное коррозионное растрескивание под напряжением) – это две формы разрушения, которые чрезвычайно опасны для металлических материалов в определенных коррозионных средах. Фланцы HIC SSCC – это высокопроизводительные фланцы, разработанные...
Описание
маркер
HIC (водородное растрескивание) и SSCC (сульфидное коррозионное растрескивание под напряжением) — это две формы разрушения, которые чрезвычайно опасны для металлических материалов в определенных коррозионных средах. Фланцы HIC SSCC — это высокопроизводительные фланцы, разработанные специально для таких проблем с коррозией . HIC вызывается поглощением атомов водорода металлами во влажной сероводородной среде. Атомы водорода собираются во внутренних дефектах материала и объединяются, образуя молекулы водорода, которые создают огромное внутреннее напряжение и в конечном итоге вызывают трещины в материале. Причиной SSCC является разрыв сульфидной пленки на поверхности металла под совместным воздействием сред, содержащих сероводород, и растягивающих напряжений, в результате чего между основным металлом и сероводородом происходит электрохимическая реакция с образованием атомов водорода, которые проникают в металл, вызывая коррозионное растрескивание под напряжением.
Фланцы HIC SSCC обладают уникальными свойствами коррозионной стойкости по отношению к этим механизмам коррозии. Микроструктура материала оптимизирована для уменьшения внутренних дефектов и уменьшения «ловушек» для агрегации атомов водорода; при этом на поверхности образуется плотная защитная пленка, которая способна не только предотвратить прямой контакт агрессивных сред, таких как сероводород, с металлической матрицей, но и в определенной степени смягчить воздействие растягивающих напряжений на материал, эффективно препятствуя возникновению HIC и SSCC. Требования к процессу изготовления фланцев HIC SSCC чрезвычайно высоки. Первый этап — это ковка, на котором используются передовые технологии ковки и строго контролируется соотношение ковки, чтобы гарантировать измельчение и равномерное распределение внутренних зерен стали, а также уменьшить количество дефектов, таких как границы зерен, которые легко становятся каналами для проникновения атомов водорода. После ковки проводится термическая обработка для точного контроля таких параметров, как температура и время, с целью дальнейшей оптимизации свойств материала, устранения остаточных напряжений и снижения причин HIC и SSCC.
На этапе обработки для обработки различных частей фланца используются высокоточные станки с ЧПУ, при этом особое внимание уделяется точности обработки и гладкости уплотнительной поверхности для обеспечения уплотнительного эффекта и предотвращения скопления коррозионных сред в зоне уплотнения. Для сварки деталей используются сварочные материалы с низким содержанием водорода и передовые сварочные процессы, а погонная энергия сварки строго контролируется, чтобы избежать попадания водорода и чрезмерного накопления сварочных напряжений, гарантируя высокую коррозионную стойкость фланца в целом.



связаться с нами
Сопутствующие популярные продукты

Видео о продукте
В этом видео представлен процесс сверления трубной доски и последующей очистки. Из-за относительн...

Поковки большого диаметра
Продукт обычно относится к калибру больше или равно DN1000, наша компания в настоящее время может...

Поковки колец
Поковки колец:Поковки колец - это кольцеобразные объекты, изготовленные из металлических заготово...

Фланец из нержавеющей стали
Фланец из нержавеющей стали является своего рода конец трубы и конец трубы и клапан соединены дру...
Резьбовой фланец
Отличительной особенностью резьбового фланца является то, что он имеет внутреннюю или внешнюю рез...

Фланец приварной встык
Фланец приварной встык имеет отличительные конструктивные особенности, он имеет значительную длин...

Механическая обработка
Механическая обработка:Механическая обработка является сокращением от механической обработки, это...

Готовая продукция к отправке
Готовая продукция к отправке:перед отгрузкой необходимо выполнить следующие условия: 1.Проверка в...

Опорное кольцо барабана
Опорное кольцо барабана, проще говоря, представляет собой кольцевую дорожку, которая обеспечивает...

Фасонные поковки
Поковки специальной формы относятся к поковкам с неправильной формой, а не к простым цилиндрам, п...

Фланец воротниковый
Фланец-труба, также известный как раструбный фланец, представляет собой трубную арматуру с уникал...

Редукционный фланец
Как уникальный член семейства фланцев, фланцы специальной формы имеют уникальные структуры и хара...

Трубная фланцевая доска с отверстием
Трубная фланцевая доска с отверстием представляет собой круглую деталь, основной особенностью кот...

Сырье
Сырье — это основные вещества, используемые для производства продукции. При изготовлении поковок ...
Фланцевое кольцо для блокировки
Фланцевое кольцо для блокировки обычно имеет форму кольца, форма его сечения разнообразна, распро...

Стальной фланец Наплавочный фланец
Наплавочный фланец изготавливается на основе технологии сварки и использует специальные сварочные...